Đối với máy hàn chấm điện trong chỉnh hình, hai phần kim loại sẽ được ép chặt với nhau ở vị trí cần hàn bởi hai điện cực bằng đồng. Để hiểu rõ quá trình hàn chấm điện và ứng dụng trong chỉnh hình, cần biết sơ đồ thiết kế của một máy hàn và điện cực hàn. Cùng tìm hiểu đại cương về phương pháp hàn chấm điện và bản chất trong chế tác khí cụ chỉnh hỉnh răng mặt tháo lắp.
1. Đại cương về hàn chấm điện
1.1. Mở đầu
Hàn chấm điện là quá trình hàn nhờ điện trở, là phương pháp hàn thích hợp cho hai miếng kim loại (đồng chất hoặc không đồng chất) cần hàn có điện trở cao.
Hàn nhờ điện trở sử dùng dòng điện để tạo ra nhiệt ở phần kim loại sẽ được hàn. Quá trình hàn cơ bản là làm tăng nhiệt độ của những miếng kim loại cho đến khi kim loại dẻo nhưng không chảy ra ở vị trí cần hàn và ngay lập tức dùng áp lực để đẩy những phần kim loại hòa quyện vào nhau ở trạng thái dẻo và cuối cùng trở thành một khối. Ở những máy hàn công nghiệp lớn, áp lực có thể tạo ra nhờ thủy lực, nhờ hơi nén hoặc biện pháp cơ học. Trong những máy hàn nhỏ, thường sử dụng áp lực của lò xo. Khi dòng điện đi qua kim loại từ điện cực này đến điện cực kia, nhiệt sẽ được tạo ra trong và giữa những phần kim loại đủ để làm chúng chuyển thành trạng thái dẻo. Áp lực của những điện cực ép những phần kim loại với nhau tạo nên mối hàn.
Đối với máy hàn chấm điện trong chỉnh hình, hai phần kim loại sẽ được ép chặt với nhau ở vị trí cần hàn bởi hai điện cực bằng đồng. Để hiểu rõ quá trình hàn chấm điện và ứng dụng trong chỉnh hình, cần biết sơ đồ thiết kế của một máy hàn và điện cực hàn.
1.2. Sơ đồ máy hàn chấm điện
Sơ đồ máy hàn chấm điện thường gồm: cuộn sơ cấp (P) – lõi biến thế (C) – cuộn thứ cấp (S) – điện cực hàn (EE).
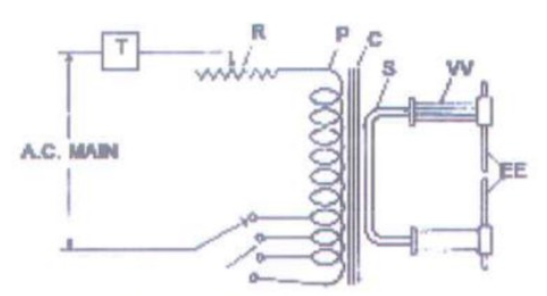
Trong máy hàn chấm điện (hình 1), phần cơ bản của máy là cuộn sơ cấp (P). Tiếp theo là phần lõi biến thế (C) – một cấu trúc kiên cố và cuộn thứ cấp (S) làm bằng dây đồng dày nhưng ít vòng. Kế phần cuộn thứ cấp là phần giữ điện cực và điện cực (EE). Điện cực làm bằng đồng là kim loại cứng và có tính dẫn điện.
Cuộn sơ cấp được thiết kế để dẫn nguồn điện chính đang sử dụng và một công tắc điều khiển thời gian (T), kiểm soát thời gian cho dòng điện đi qua. Một bộ phận trong cuộn sơ cấp có thể thay đổi nguồn ra của biến thế bằng cách thay đổi hiệu điện thế của cuộn thứ cấp. Ở một số máy hàn có thể thay đổi điện trở (R) với cuộn sơ cấp để giúp kiểm soát lượng nhiệt tạo ra khi hàn.
2. Thiết kế máy trong chỉnh hình răng mặt
Ta có công thức tính nhiệt lượng: H=K.I 2.R.T
Trong đó
- H: nhiệt tạo ra (J)
- K: hằng số
- I: cường độ dòng điện (A)
- R: điện trở (O)
- T: thời gian dòng điện chạy qua (s)
Và công thức tính công suất dòng điện: P=V.I=(RI).I=RI²
Trong đó
- P: công suất
- V: hiệu điện thế dòng điện
- I: cường độ dòng điện
- R: điện trở
Trong máy hàn, dòng điện được sử dụng để làm nóng kim loại có hiệu điện thế rất thấp từ 2-10v. Hiệu điện thế (V) thấp nên cường độ dòng điện (I) tăng, mà hiệu quả nhiệt (H) tỉ lệ với bình phương cường độ dòng điện (I). Sử dụng biến thế để hạ điện thế xuống mức thấp cần thiết sẽ làm tăng nhiệt lượng cần làm nóng dẽo kim loại cần hàn. Biến thế có khả năng biến điện nhờ cuộn thứ cấp.
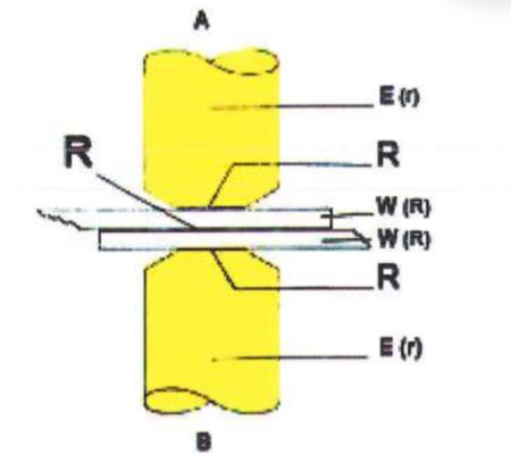
Khi tiến hành hàn, hai phần kim loại được đặt sát nhau giữa hai điện cực. Hai điện cực ép chặt để kiểm soát áp lực trên hai phần kim loại này. Hai điện cực thường làm bằng kim loại đồng, có điện trở rất thấp. Hai phần kim loại được hàn thường có điện trở cao hơn điện cực đồng. Vị trí tiếp xúc giữa điện cực và phần kim loại sẽ có điện trở cao hơn. Tại vị trí tiếp xúc giữa hai phần kim loại được hàn có điện trở cao nhất. Khi dòng điện đi qua hệ thống này, nhiệt sẽ được sinh ra theo tỉ lệ với điện trở của các phần khác nhau. Như vậy, tại vị trí cần hàn, nhiệt sinh ra nhiều nhất.
Điều này có nghĩa là điện cực ít tạo nhiệt trong khi giữa hai phần kim loại phải tạo ra đủ nhiệt để làm kim loại dẻo ra và cho phép chúng hàn dính vào nhau. Nhiệt cũng tạo ra giữa điện cực và phần kim loại nhưng không cho phép dính điện cực với phần kim loại vì đồng có tính dẫn nhiệt cao nên khi nhiệt tạo ra ở vị trí này sẽ nhanh chóng truyền đi. Đối với máy hàn công nghiệp thường điện cực được làm mát bằng nước.
Hàn chấm điện không cần vảy hàn và chất dung môi. Trong hàn chấm điện, nhiệt độ tại phần kim loại hàn tăng cao do đó sẽ xảy ra quá trình oxy hóa và làm gãy vỡ các thành phần của vật liệu, chính điều này làm mối hàn yếu kém. Các hãng sử dụng máy hàn công nghiệp hàn trong môi trường nitrogen để tránh quá trình oxy hóa.
Nguồn tham khảo: Sách chỉnh hình răng mặt, khí cụ tháo lắp – Bộ môn Chỉnh hình răng mặt, Trường Đại học Y dược TP Hồ Chí Minh
Leave a Reply